


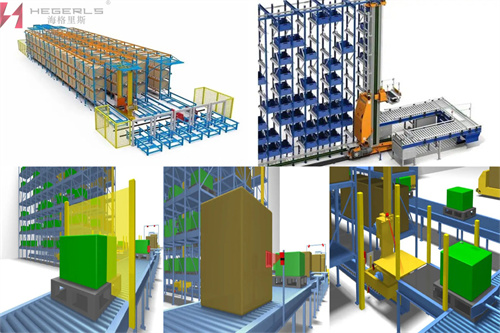
مناطق عملیاتی اصلی انبار سه بعدی خودکار عبارتند از منطقه دریافت، منطقه دریافت، منطقه چیدن و منطقه تحویل. مرکز انبار پس از دریافت برگه تحویل کالا و کالا از تامین کننده، کالای تازه وارد شده را از طریق بارکد خوان موجود در محل دریافت می پذیرد. پس از تایید تطابق برگه تحویل کالا با کالا، پردازش بیشتری انجام خواهد شد. بخشی از کالا مستقیماً در قسمت تحویل قرار می گیرد که متعلق به کالاهای از نوع از طریق است. قسمت دیگر کالا متعلق به کالاهای انباری است که نیاز به انبارداری دارد یعنی وارد محل چیدن می شود. چیدن به طور خودکار توسط سیستم مرتب سازی و انتقال خودکار و سیستم راهنمای خودکار تکمیل می شود. پس از مرتب سازی، کالا وارد انبار سه بعدی اتوماتیک می شود. در صورت نیاز به تحویل کالا، طبق نمایش روی برگه تحویل، کالا از طریق تجهیزات مرتب سازی و حمل خودکار به خط بارگیری مربوطه ارسال می شود. پس از بسته بندی کالا، بارگیری و تحویل داده می شود. سپس چگونه عملیات انبار سه بعدی خودکار را پیکربندی کنیم؟ حالا بریم دنبال انبار هگرلس ببینیم!

به طور کلی تجهیزات رایج مورد نیاز برای دریافت، انبارداری و خروجی به شرح زیر است:
عملیات دریافت
کالا از طریق راه آهن یا جاده در کانتینر به محل تعیین شده حمل می شود و کانتینرها توسط تجهیزات عملیات کانتینری (شامل جرثقیل کانتینری، جرثقیل دروازه ای نوع تایر، جرثقیل دروازه ای نوع ریلی و غیره) تخلیه می شود. عموماً کالاهای داخل کانتینر ابتدا روی پالت گذاشته می شود و سپس کالا همراه با پالت توسط لیفتراک برای بازرسی انبار خارج می شود.

عملیات انبارداری
پس از بازرسی کالا در ورودی انبار، طبق دستورالعمل صادر شده توسط سیستم ذخیره سازی مدیریت کامپیوتری، بر روی پالت تعیین شده قرار می گیرد. به طور کلی برای قرار دادن کالا بر روی پالت از لیفتراک، حامل پالت، نوار نقاله و حامل هدایت شونده اتوماتیک با هم استفاده می شود. نوار نقاله می تواند نوار نقاله یا نوار نقاله غلتکی باشد. به طور کلی نوار نقاله و AGV توسط کامپیوتر کنترل می شوند.
پس از قرار دادن کالا بر روی پالت، استکر لاینوی کالا را طبق دستورالعملهای عمل در قفسه تعیینشده قرار میدهد و سپس استکر لاینوی به صورت طولی در امتداد خط راه میرود. در همان زمان، پالت در امتداد ستون استکر بالا می رود. در طول کار و بلند کردن پشتهکن خطوط، اطلاعات آدرس به طور مداوم به رایانه بازگردانده میشود. در همان زمان، رایانه دستورالعملهای مختلفی را برای کنترل فرآیند عملیات استکر خط راه به پشتهکن خطوط ارسال میکند، در نهایت، کالاها را در موقعیت تعیینشده در قفسه قرار دهید.
در اینجا، Eyells همچنین به شرکتهای بزرگ یادآوری میکند که قفسهها و استکرهای سطح بالا در انبار سهبعدی به راحتی میتوانند محصولات استاندارد شده را بهدست آورند. با این حال، سیستم نوار نقاله ورودی و خروجی باید به طور خاص با توجه به طرح انبار، محتوای عملیات ورودی و خروجی، تعداد ایستگاه های ورودی و خروجی و الزامات انحراف و ادغام برنامه ریزی و طراحی شود. برنامه ریزی و طراحی سیستم نقاله ورودی و خروجی، کلید کاربردی بودن انبار سه بعدی خودکار است. برنامه ریزی و طراحی سیستم نقاله ورودی و خروجی ارتباط تنگاتنگی با ابعاد کلی و زیربنای پالت، روش های بارگیری و تخلیه، کنترل خودکار و روش های تشخیص تجهیزات لجستیکی مربوطه دارد.

عملیات خروجی
تحویل کالا و عملیات انبار توسط یک سیستم کنترل کنترل می شود و روند عملیات برعکس است.
در حال حاضر انواع ماشینهای کار ویژه مانند نوار نقاله ورودی و خروجی وجود داشته است که بخش مهمی از انبارهای بزرگ و پیچیده خودکار را تشکیل میدهند. برای دستیابی به حمل و نقل با سرعت بالا، آنها با استکرها و سایر ماشین ها به هم متصل می شوند. اگرچه سیستم های نقاله ورودی و خروجی هر کاربر متفاوت است، اما همچنان از انواع مختلفی از نقاله ها (نقاله زنجیری، نوار نقاله غلتکی، نوار نقاله مرکب میز غلتکی زنجیره ای، نوار نقاله کامپوزیت میز غلتکی زنجیره ای با عملکرد انتقال میز غلتکی) و ماژول های اصلی آنها تشکیل شده است. .
زمان ارسال: اوت-10-2022